
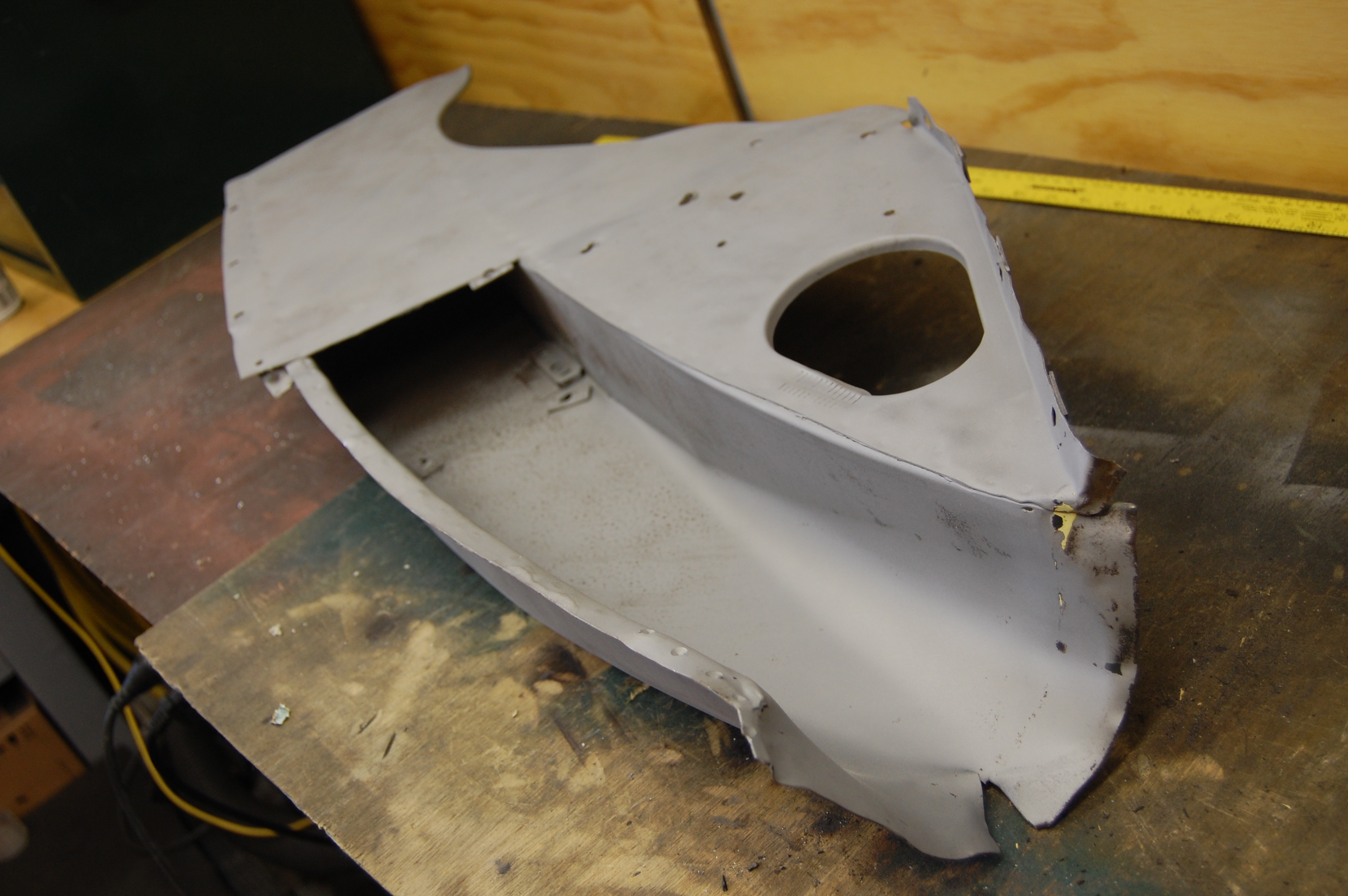
Here is the valance after over an hour in the glass bead cabinet. The entire piece is now bare white steel, inside and out. We’ve positioned the repair seam so that the vertical section is behind the bonnet screen when mounted, and the long curved section follows the air tube’s flange for added support to help eliminate the possibility of distortion when TIG welding.